

1、当风管周边m6米乐官网 米乐M6平台入口总长小于板材标准宽度,即用整张钢板宽度折边成型时,可只设一个角咬口;
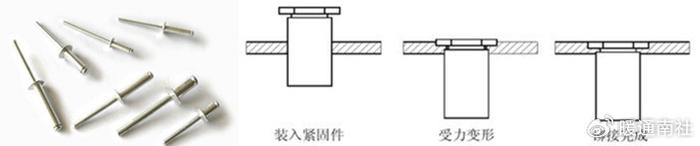
注:利用铆钉把两个以上的被铆件联接在一起的不可拆联接,称为铆钉联接,简称铆接。
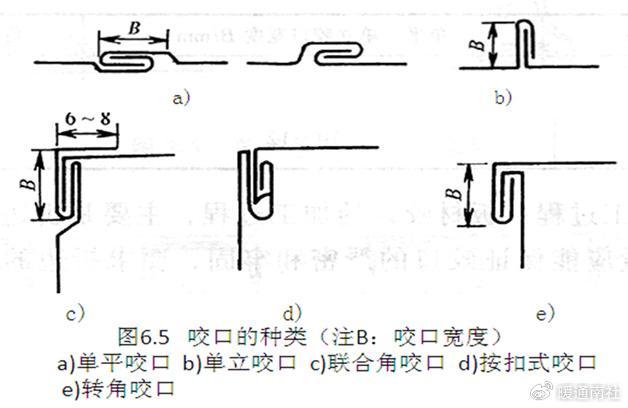
a)适用条件:咬口连接适用于板厚δ≤1.2mm的普通薄钢板和镀锌薄钢板,板厚δ≤1.0mm的不锈钢板和板厚δ≤1.5mm的铝板。
b)咬口的种类及其适用场合:根据咬口断面结构的不同,常见的咬口形式可分为单平咬口、单立咬口、转角咬口、联合角咬口和按扣式咬口,如图 6.5 所示
c)咬口宽度的确定:风管和配件的咬口宽度B(如图6.5所示),与所选板材的厚度和加 工咬口的机械性能有关,一般应符合表的要求。
d)咬口留量的确定:咬口留量的大小与咬口的宽 B、重叠层数和加工方法以及使用的加工机械等有关。一般对于单平咬口、单立咬口和转角咬口,其总的咬口量等于三倍的咬口宽度,在其中一块板材上的咬口留量等于一倍的咬口宽度,而在另一块板材上是两倍的咬口宽度。联合角咬口和按扣式咬口的总咬口留量等于四倍的咬口宽度,在其中一块板材上的咬口留量为一倍的咬口的宽度,而在另一块板材上为三倍的咬口宽度。例如,选用0.5m厚的钢板加工制作风管,若采用单平咬口连接时,选用的咬口宽度为7mm,则咬口留量为7mm×3=21mm,在其中的一块板上为7mm,在另一块板上为7mm×2=14mm。若采用联合角咬口连接时,则咬口宽度选定为6mm,咬口留量为6mm×4=24mm,在其中的一块板上为6mm,而在另一块板上6mm×3=18mm。
通俗的讲铆接就是指两个厚度不大的板,通过在其部位上打洞,然后将铆钉放进去,用铆钉枪将铆钉铆死,而将两个板或物体连接在一起的方法。
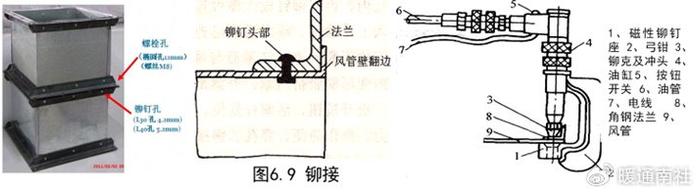
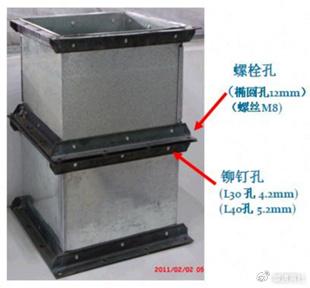
1、当管壁厚度δ≤l.5mm时,常采用翻边铆接,为避 免管外侧受力后产生脱落,铆接部位应在法兰的外侧;
2、铆接前,应根据板材的厚度来选择铆钉的直径、铆钉的长度以及铆钉之间的间距等。
4、为了能打成压帽以压紧板材,铆钉长度L=2δ十(1.5~2.0)d,其中d为铆钉的直径,δ为连接钢板的厚度;
5、铆钉与铆钉之间的中心距一般为40~l00mm,严密性要求较高时,其间距还应小一些;
对于直径或边长较大的风管,为了避免风管断面变形和减少管壁在系统运转中,由于震动而产生的噪声,就需要对风管进行加固。
角钢规格可以略小于法兰规格,当大边尺寸为630-800mm时,可采用∠25*4的扁钢做加固框;当大边尺寸为800-1250mm时可采用∠25*25*4的扁钢做加固框;当大边尺寸为1250-2000mm时可采用∠30*30*4的扁钢做加固框.加固框必须与风管铆接,铆钉的间距应均匀,不应小于220mm两相交处应连成一体。
(3)风管大边用角钢加固,适用于风管大边尺寸在加固规定范围,而风管小边尺寸未在规定范围。其施工简单,可节省人工和材料,由于外观欠佳,明装风管较少采用。使用的角钢规格可与法兰相同。
加固肋条由1.0-1.5mm的镀锌钢板加工,间断铆接在风管的内壁。管内肋条支撑与风管固定应牢固,各支撑点之间与风管的边沿或法兰的间距应均匀,不应大于900mm。
风管展开下料后,先将壁板放到滚槽机械上进行十字线或直线型滚槽,然后咬合,合缝。
由于有专用机械,其工艺简单,并能节省人工和钢板。滚槽加固的楞线排列应规则,间隔应均匀,板面不应有明显的变形。

圆形风管由于其本身的强度较高,而且风管两端的法兰起到一定的加固作用,因此,一般不再考虑风管自身的加固。
只有当圆形风管的直径大于或等于800mm,且其管段长度大于1250mm或管段总表面积大于4m2时,每隔l500mm才加设一个扁钢加固圈,并用铆钉固定在风管上。为了防止咬口在运输或吊装时裂开,圆形风管的直径大于500mm时,其纵向咬口的两端用铆钉或点焊固定。
2、矩形风管的加固:与圆形风管相比,矩形风管自身的强度低,易于产生变形。
施工及验收规范规定:当矩形风管的大边长大于或等于630mm,保温风管大边长大于800mm,管段长度在1250mm以上,或低压风管的单边平面积大于1.2m2,中、高压风管大于1.0m2时,为了减少风管在运输和安装中的变形,制作时必须采取加固措施。
这些配件制作时,通常采用画法几何中的:平行线法、求实长线法、放射线法、三角形法、梯形法等方法来下料及展开。
A、当风管与扁钢法兰连接时,可采用6—10 mm的翻边,将法兰套在风管上,并使之接触紧密。翻边尺寸不能太大,防止遮住螺栓孔,使安装不便。
B、当风管与角钢法兰连接,管壁厚度小于或等于1.5 mm时,可采用翻边铆接。铆接时先将法兰与风管用直径4~5mm的铆钉铆接起来,再用小锤将管端翻边。
C、如果风管壁厚大于1.5 mm时,风管与角钢法兰连接可采用焊接。一种是翻边后,将风管法兰点焊在一起,另一种是将风管的管端缩进法兰4~5mm,然后沿风管周边焊满。
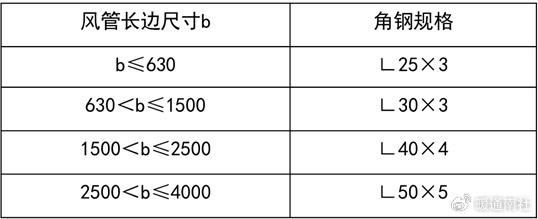
(1)风管法兰以角钢或扁钢加工 制成。 金属矩形风管角钢法兰规格选用如表:
(2)矩形法兰由四根角钢组成,两根为b边长,两根为a+2c(如图);用型钢切割机按线切断,再放在冲床上冲螺栓孔,法兰四角处应设螺栓孔。冲孔后的角钢放在焊接平台上进行焊接,焊接时用模具卡紧。